
Samen Zob
Specialized Casting of Industrial & Mining Parts
Samen Zob
Specialized Casting of Industrial & Mining Parts
Samen Zob
Specialized Casting of Industrial & Mining Parts
Specialized Casting of Industrial & Mining Parts
Specialized Casting of Industrial & Mining Parts
Specialized Casting of Industrial & Mining Parts
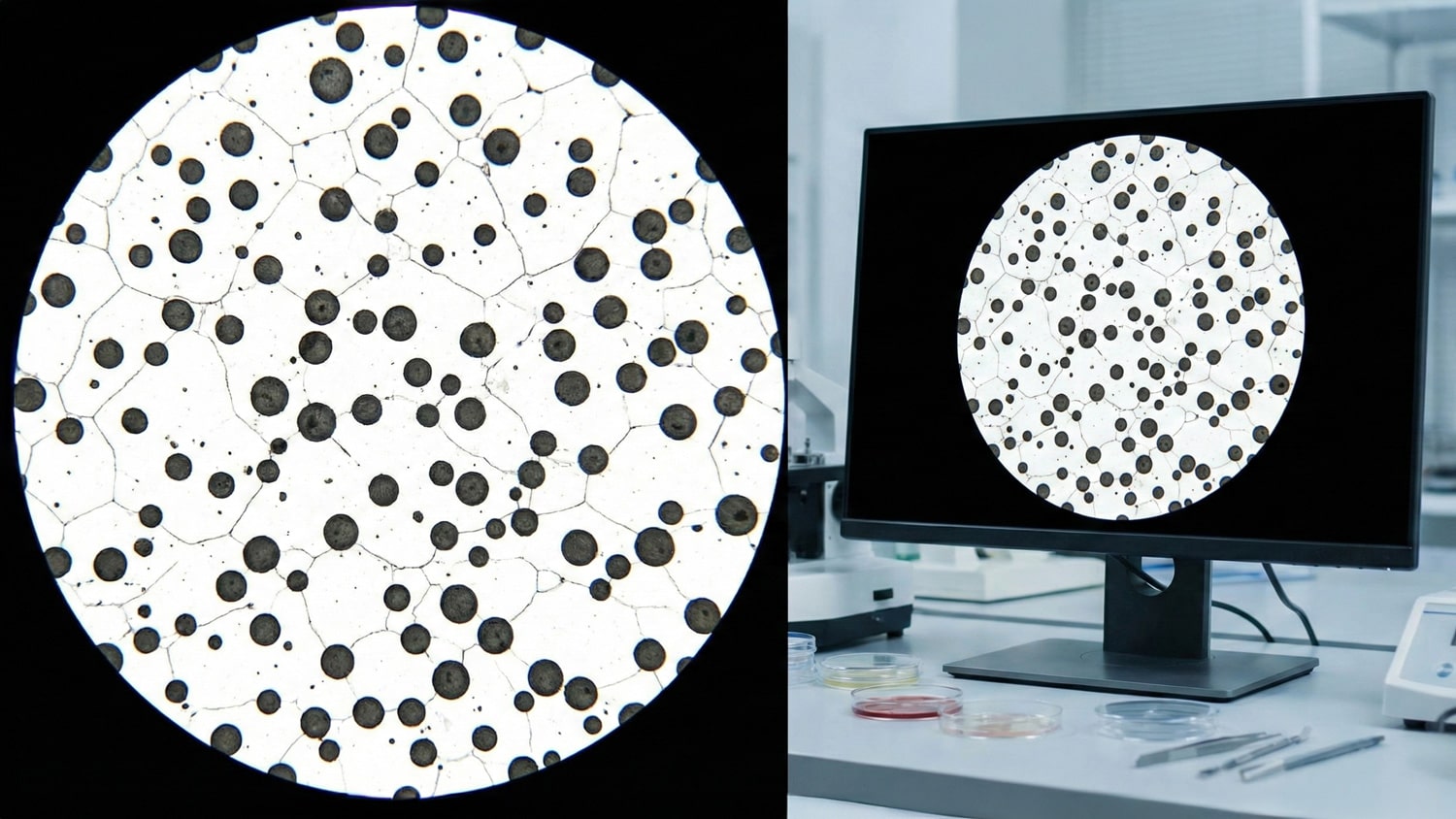
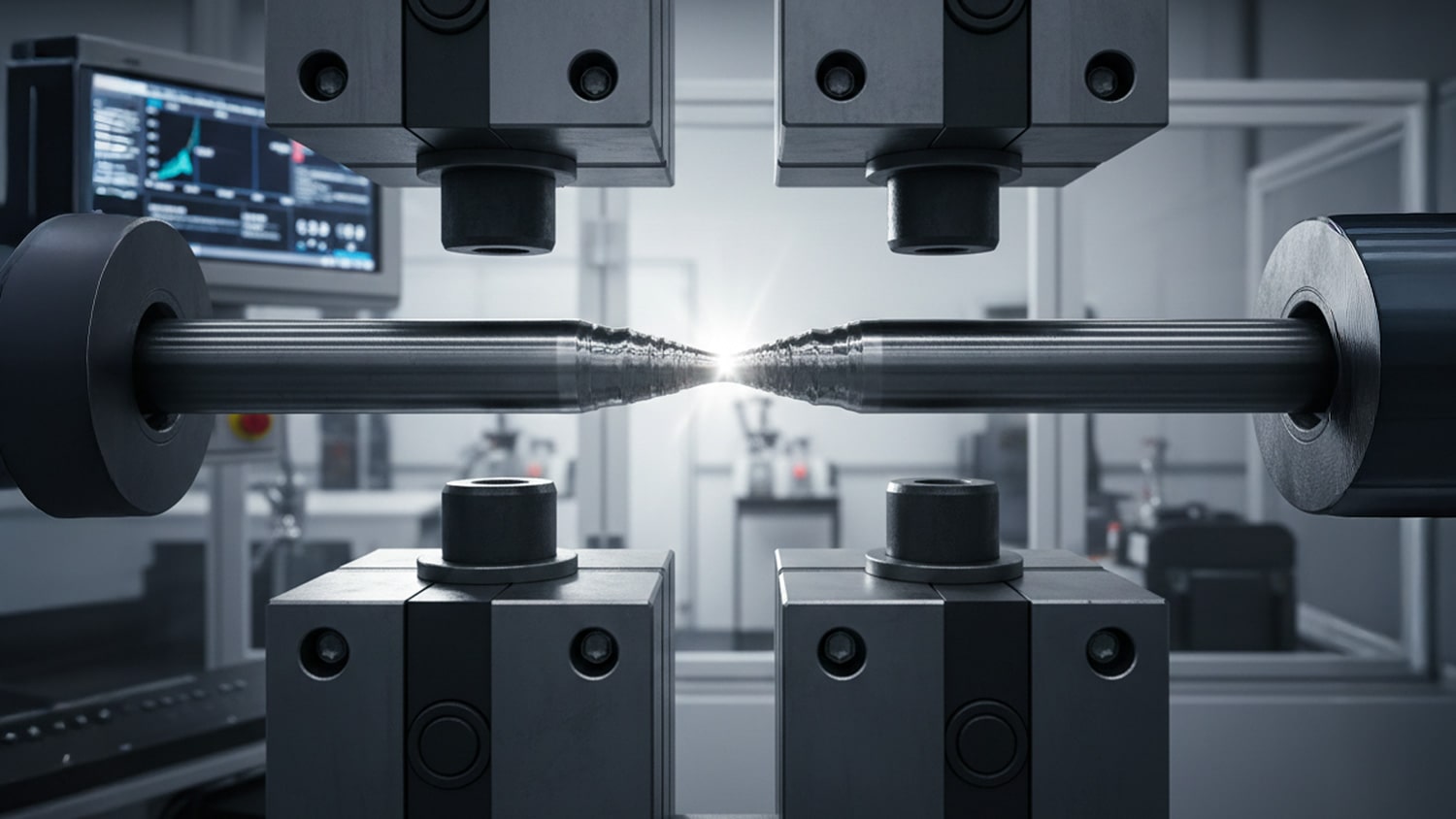
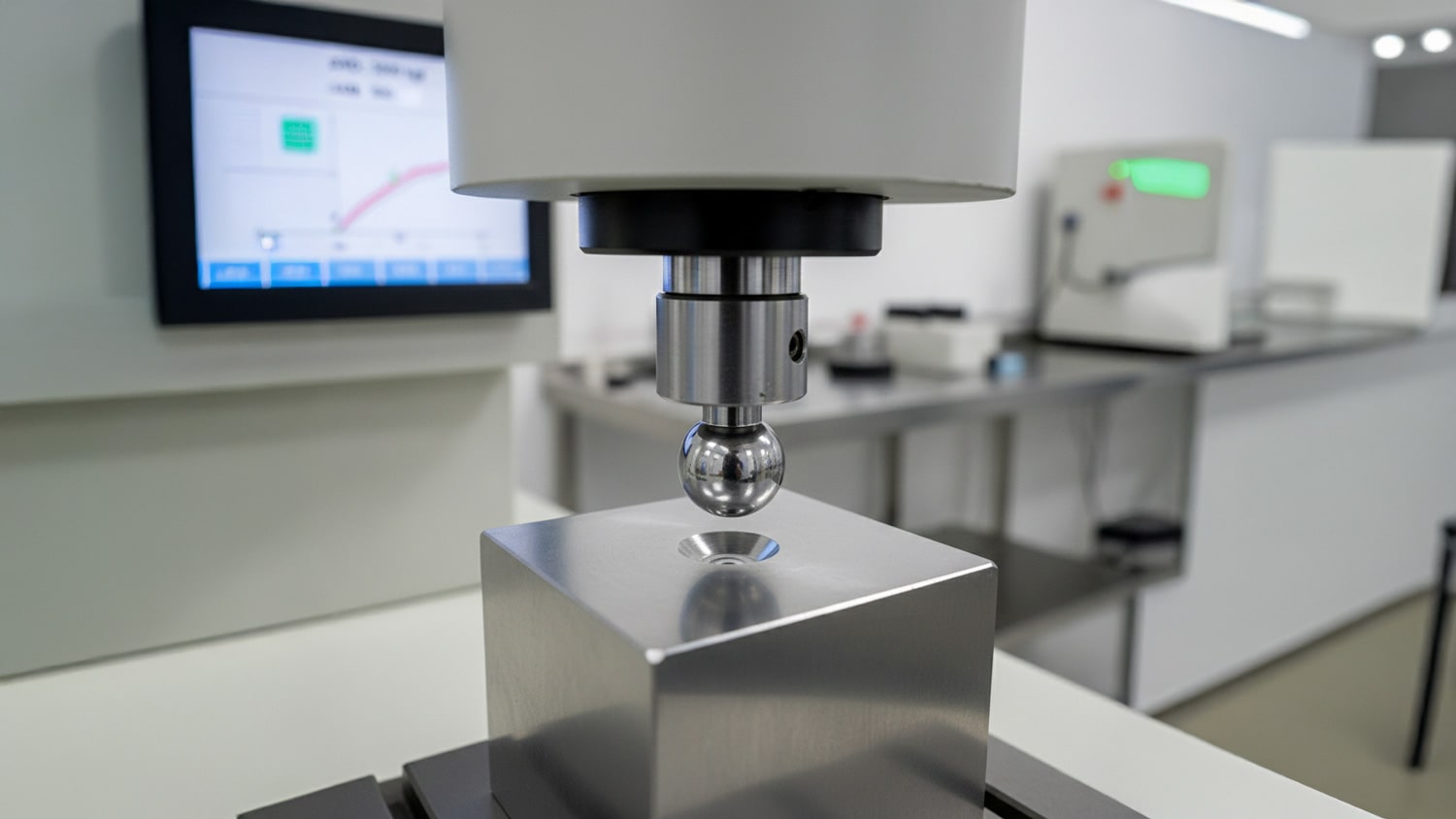
Our quality laboratory verifies every critical property before a component moves to production. From chemical analysis and microstructure evaluation to destructive and non-destructive testing, each examination is performed with precision to ensure full compliance with international standards. This rigorous process guarantees that every casting leaving our facility delivers consistency, reliability, and long-term performance under demanding industrial conditions.




{kind=link}
{kind=link}
{kind=link}