
ثامن ذوب
ریختهگری تخصصی قطعات صنعتی و معدنی
ثامن ذوب
ریختهگری تخصصی قطعات صنعتی و معدنی
ثامن ذوب
ریختهگری تخصصی قطعات صنعتی و معدنی
ریختهگری تخصصی قطعات صنعتی و معدنی
ریختهگری تخصصی قطعات صنعتی و معدنی
ریختهگری تخصصی قطعات صنعتی و معدنی
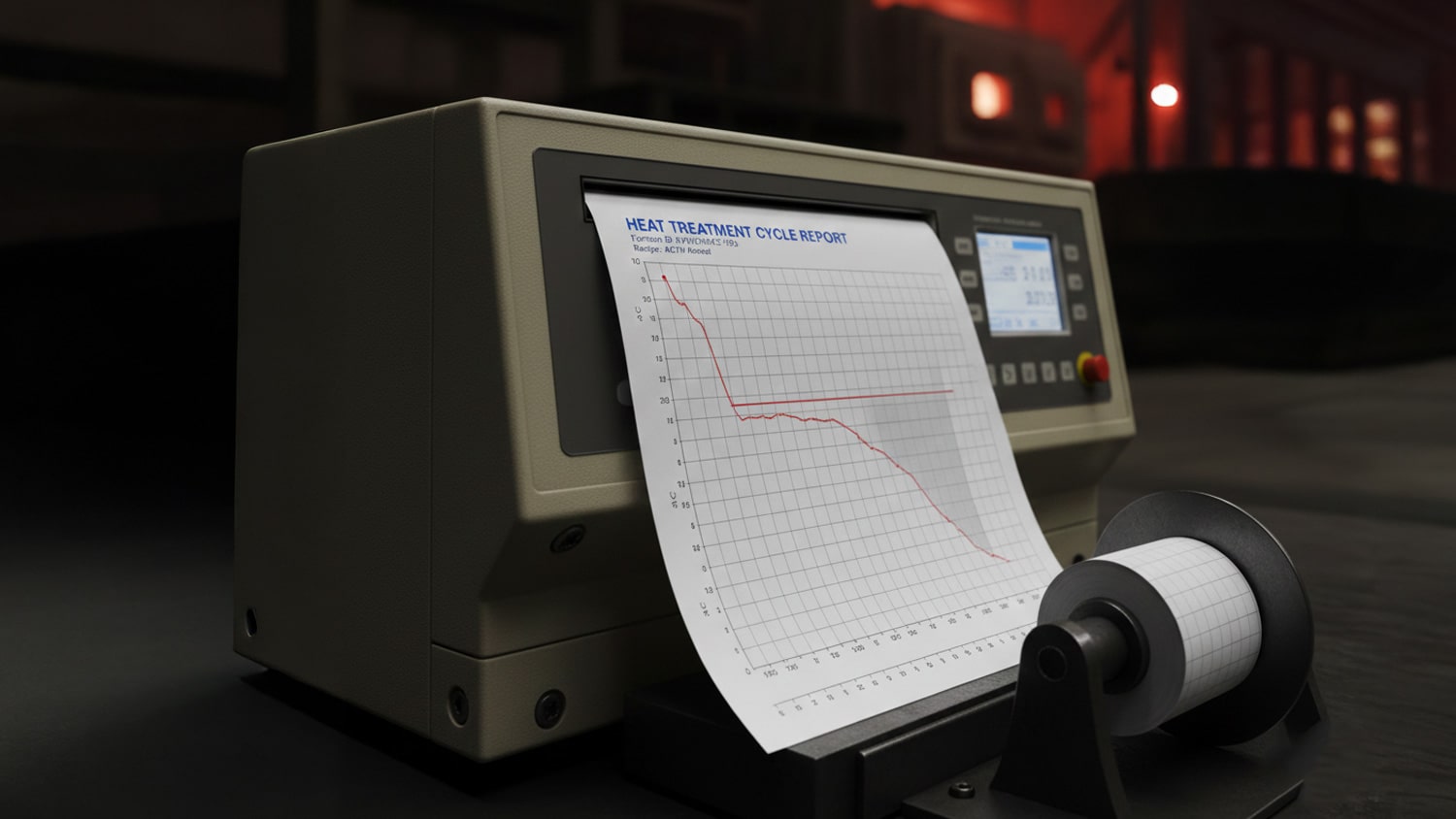
با گرمایش و سرمایش کنترلشده و اصلاح ریزساختار فلز، سیستمهای عملیات حرارتی ما حداکثر توان مکانیکی هر قطعه را آزاد میکنند. از نرمالهکردن و آنیلینگ تا کوئنچ و تمپر، هر سیکل با دقت بالا اجرا میشود تا بیشترین سختی، چقرمگی و دوام بلندمدت در شرایط بارگذاری شدید صنعتی تضمین شود.






{kind=link}
{kind=link}
{kind=link}